
Description
This very high viscosity, high-strength retaining compound is ideal for use on badly worn seats, keys, splines, bearings or tapers without re-machining. Also suitable for retaining shims.
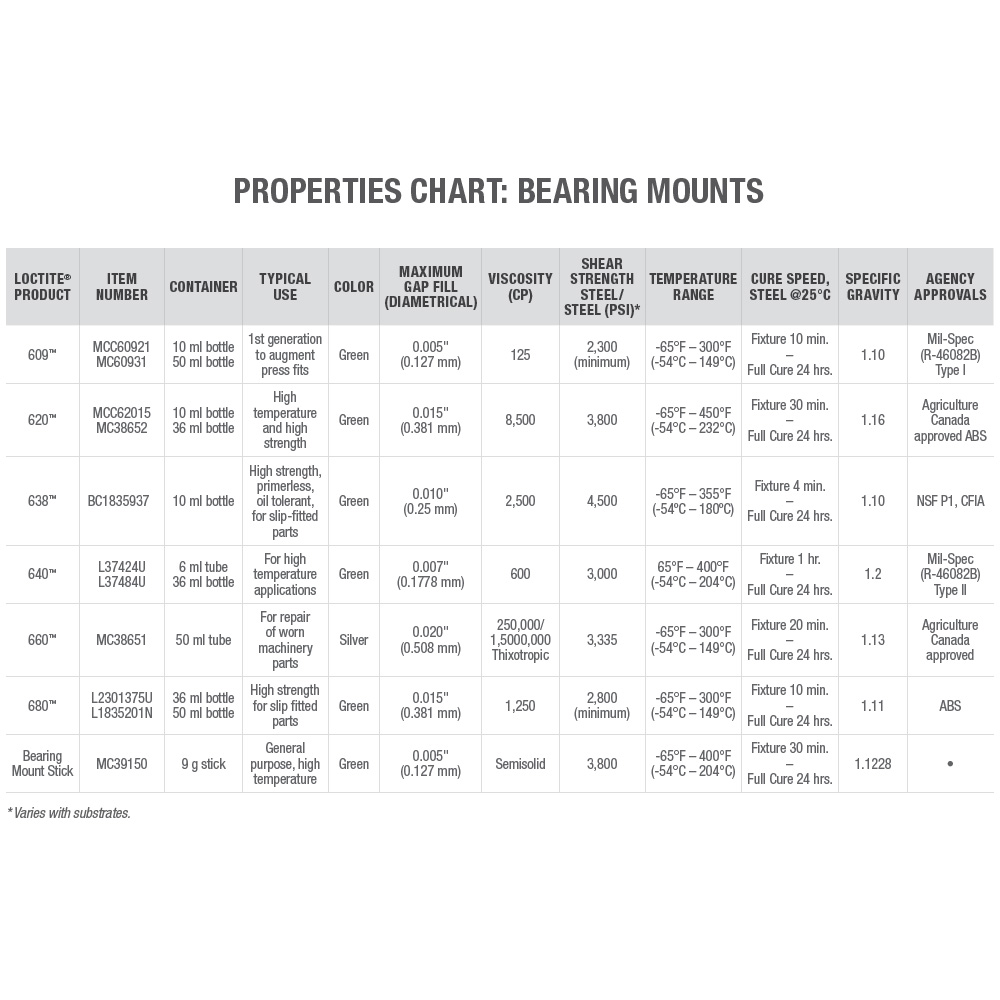
If you want a product that enables re-use of worn bearing seats, keys, splines or tapers, try LOCTITE® 660. This high-strength retaining compound is designed for the bonding of cylindrical fitting parts, particularly where bond gaps occur – and without the need for re-machining. It’s also suitable for retaining shims. You can expect excellent gap cure characteristics.
- High viscosity
- Ideal for use with worn parts without re-machining
- Registered to NSF Category P1
- Suitable for retaining shims
- Gap fill of 0.25mm-0.5mm (0.01″-0.02″)
Technical Information
| Agency approvals / certificates / specifications | NSF P1 |
| Application method | Manual |
| Applications | Press fitting, Repairing, Retaining |
| Color | Silver |
| Cure type | Anaerobic cure |
| Fixture time | 15.0 min. |
| Gap fill | 0.25 – 0.5 mm |
| Key characteristics | Gap filling, Strength: high strength, Thixotropic |
| Operating temperature | -65.0 – 300.0 °F (-55.0 – 150.0 °C ) |
| Physical form | Paste |
| Recommended for use with | Metal: steel |
| Shear strength, Steel | 23.0 N/mm² (3335.0 psi ) |
| Viscosity | 250000.0 mPa·s (cP) |
HOW TO: STEP-BY-STEP GUIDE
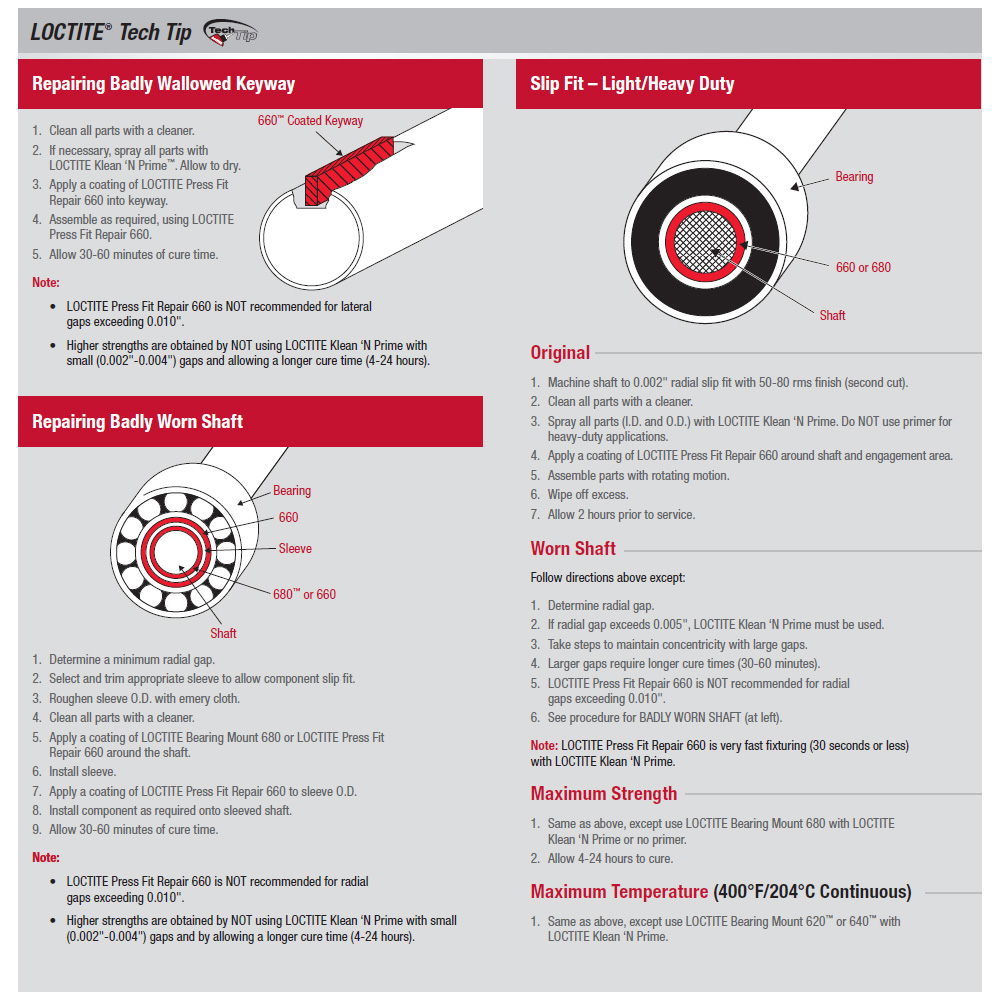
- PREPARATION – CLEANING: Use LOCTITE SF 790 to remove any old adhesive from parts. Use LOCTITE SF 7070 to degrease and clean surfaces prior to applying adhesive. For gaps larger than 0.5mm or worn out shafts, bearing seats or keyways, use LOCTITE metal-filled compounds to rebuild the surfaces.
- PREPARATION – ACTIVATION: If cure speed is too slow due to passive metals (stainless steel, aluminum and plated metals) or low temperature (below 5°C), use LOCTITE SF 7649 activator. Allow to dry.
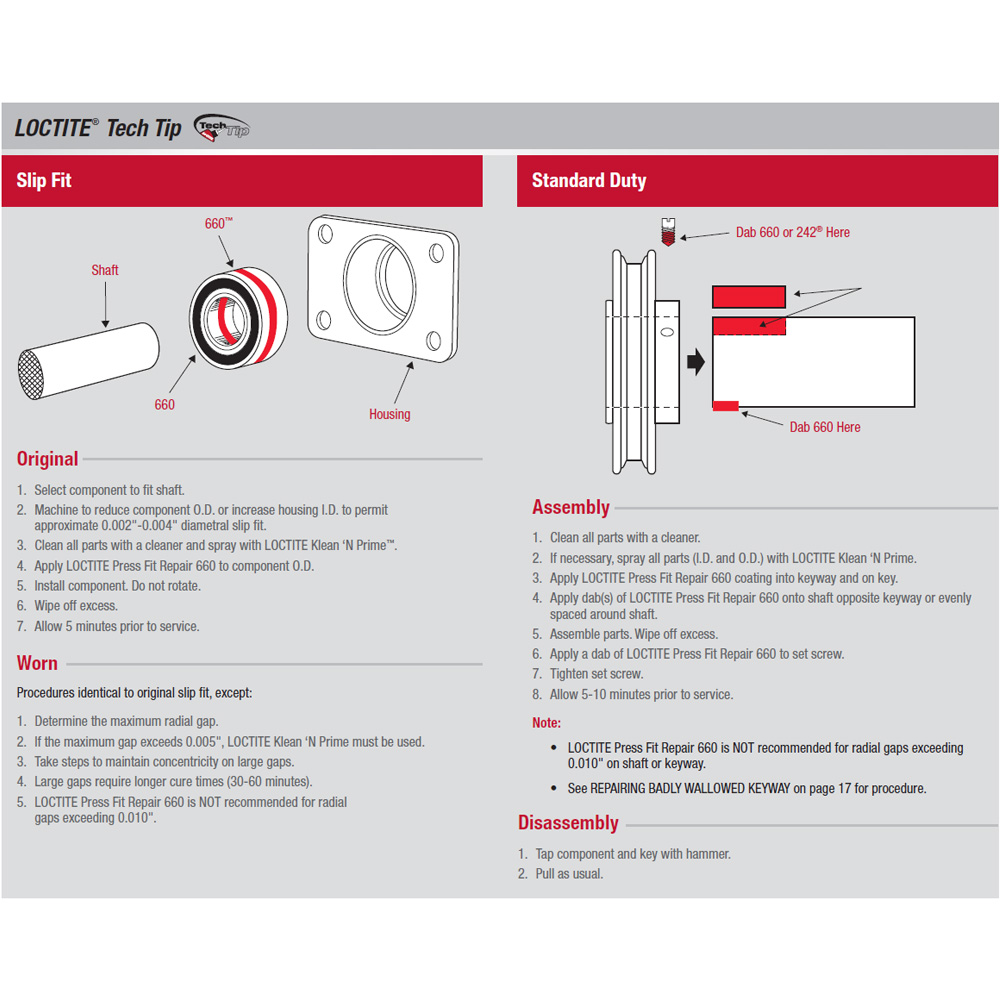
- APPLICATION – FOR SLIP-FITTED ASSEMBLIES: Apply adhesive around the leading edge of the male component and the inside of the female component. Assemble parts with a rotating motion to ensure good coverage. Wipe off excess adhesive.
- APPLICATION – FOR PRESS-FITTED ASSEMBLIES: Apply 360 degree beads of adhesive to both bond surfaces at the leading edges of insertion or engagement, and assemble at high press-on rates. Wipe off excess adhesive.
- APPLICATION – FOR SHRINK-FITTED ASSEMBLIES: Apply the adhesive onto the male component, heat the female component to cause expansion for free assembly. Assemble components and allow temperatures to equiliberiate. Wipe of excess adhesive.
- DISASSEMBLY: Apply localized heat to approximately 500°F/260°C and disassemble while hot.
FREQUENTLY ASKED QUESTIONS:
- What is the optimum fit/clearance for anaerobic retaining compounds? The optimum fit for thinner/low viscosity products like LOCTITE® 609 is 0.025 mm to 0.15 mm. For thicker/high viscosity products like LOCTITE® 680, it is 0.05 mm to 0.38 mm. Optimum clearance (D-d) is application and substrate specific. Please contact Henkel’s technical team for details and guidance.
- How can I tell if parts have been bonded without having to test them? Some LOCTITE® anaerobic adhesives will fluoresce under UV light, allowing for visual inspection and confirmation that the assemblies have been bonded successfully.
- Can I apply retaining compounds directly onto machined/as-received parts? Some LOCTITE® anaerobic adhesives have been formulated to be tolerant to light oil contamination of parts, allowing for immediate application and eliminating additional cleaning processes in some applications. Contamination levels may vary. Excessive contamination and using an adhesive which is not oil tolerant will reduce the strength and overall success of a bonded assembly. Please speak to Henkel’s technical team for information and guidance.
- What is fixture time? Fixture time is the time taken for the adhesive to provide initial handling strength (defined as 0.1N/mm²). Once fixtured, the assembly can usually be handled/moved on for further processing.
- What is cure time? Cure time is the time taken for the adhesive to reach its final mechanical properties.
- My application requires two parts to be bonded and sealed to prevent ingress of oil – is this possible? Yes, all LOCTITE® anaerobic adhesives will lock and seal components and assemblies, preventing failure from vibrational loosening and corrosion.


Reviews
There are no reviews yet.